来源:杏彩体育官网登录入口发表日期:2023-12-29 12:20:58浏览量:1
作者:骆官水1,2,莫达昌2,马岳2(1.北京大学微电子学与固体电子学,广东 深圳 518055;2.TCL华星光电技术有限公司,广东 深圳 518132)
:本文研究了周边显示不均发生机理,从生产的基本工艺方面提出PI边缘大液滴、加速PI液蒸发、涂布后环境风速降低等PI边缘膜厚偏薄改善的有效对策,改善了周边显示不均的不良。
配向膜(polyimide, PI) 在TFT-LCD 技术中主要起到控制液晶分子排列方向的作用[1]P71-75。TV 面板中PI的涂布设备多采用喷墨打印技术(Inkjet Printing)[1]P139-141,该技术相对旧式的转印方式(Roller Coater) 有PI用量精准,损耗小,效率高等优点,但因为该技术下PI 是靠液滴自然流平成膜,导致边缘出现PI 膜厚偏薄的状况,随着窄边框产品发展,PI 边缘到AA(Active Area) 区域距离不断压缩,面板周边显示问题越显突出,其中周边显示不均问题最为严重。
液晶面板在进行可靠性分析(Reliability analysis,RA) 的高温高湿动作测试(HPHHO) 时,低灰阶下面板四边边缘会出现显示不均现象,边缘较AA 区呈现发白分层,该区域宽度约1cm。
2.2.1 从边缘向内贯穿测量,边缘发白区Cell gap 测量无差异,预倾角NG 区较OK 区偏小约0.2°;
2.2.2 CF 基板去除PI 膜前在钠光灯下可见,去除PI 后不可见;
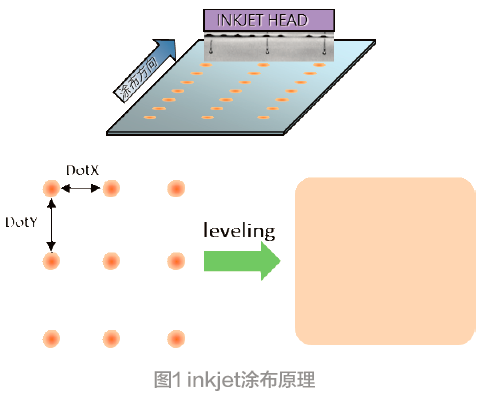
通过图1 可以建立PI 膜厚计算模型,只必须了解到滴落在基板上的液滴间距DotX、DotY、平台移动次数N,PI 液固含量比例S、单滴PI 液质量md、PI 液密度ρ、预主固化膜缩比F 等参数便可计算PI 膜厚:
滴落在基板上的液滴间距DotX、DotY 能够最终靠head 吐出针孔间距L、平台移动速度、液滴吐出频率确定,本实验中采用的head 分A、B 两列吐出,平台来回移动期间head 均吐出PI,因此

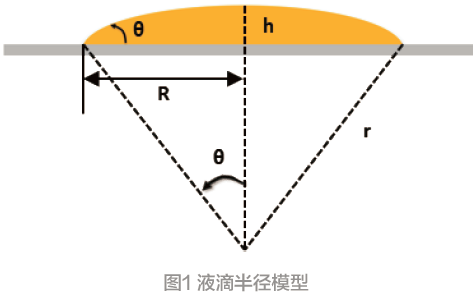
其中Dv是蒸气在空气中的扩散系数,ρs和ρ∞是饱和蒸气的质量密度和体积,可知蒸发率与液滴半径成正比。液滴半径容易推得:

其中θ为接触角,V为液滴体积,可知接触角越小,也就是基板表面越浸润,液滴半径越大。

另外由于本论文研究的是CF基板表面,为POA技术,仅ITO及BM膜层,CF粗糙表面的浸润方程可以用Wenzel 方程表示:

式中θ为测量接触角,θ0为杨氏接触角;Rf为粗糙因子。一般地,光滑表面Rf=1 ,粗糙表面Rf>1,即表面浸润的界面,越粗糙则越浸润,接触角θ越小。
根据(11)、(12) 能得出结论:CF 基板表面粗糙度与液滴蒸发速率成正比。
PI 液滴被涂布在基板上扩散成膜,在预烘烤炉中PI 湿膜的前驱膜三相接触点被钉扎住(pinned),蒸发过程中,在表面张力梯度的作用下,在前驱膜三相接触线处PI 液组分向湿膜中央流动,而湿膜内部PI 液组分从AA 区往三相接触线流动,同时对于整个PI 湿膜而言,三相接触线处温度最高,蒸发通量最大,此处溶剂首先被蒸发干,溶质固化下来,在Marangoni对流持续影响下,湿膜AA区PI 液组分源源不断往三相接触线处流动、堆积,当PI 液湿膜固化成干膜时,便出现边缘PI 出现一个“山峰”,而往内至AA 区之间一段PI 膜厚偏薄的现象。
PI 液中含有NMP、DAA、BC 等溶剂成分,同时PI 液蒸发过程中分成上下两层polymer,侧链密度不一样,下层polymer 不溶于BC,由2.3.3 知三相接触线处温度最高,溶剂首先被蒸发,由于下层polymer 分子运动慢,BC 带动上层polymer 往前移动蒸发,下层polymer 再往前移动蒸发。这样移动速度及蒸发速度的差异导致水平方向上组分不一样,导致侧链浓度差异,侧链浓度差异直接引发对液晶的锚定差异,点灯时呈现显示分层现象。
根据以上分析,可以从涂布设备参数、基板表面浸润性、液滴烘烤条件、基板搬运条件、PI 溶剂成分配比(改变溶剂沸点、溶解度、表面张力等参数) 等方面抑制marangoni 对流、指进失稳现象,进而达到减轻AA区边缘PI 膜厚偏薄、相分离的现象。本文受限于生产条件,仅从涂布设备参数、预烘烤条件、环境条件调整进行实验改善。
当head 喷头孔径结构固定,吐出频率、平台移动速度、涂布次数固定时,PI 膜厚与单滴液滴质量成正比,通过调整喷印设备喷头压电陶瓷电压大小便可控制液滴大小。由于PI 是PI 液滴扩散成膜,能够最终靠调整喷头吐出的液滴大小,在AA 区内部涂布通常大小的液滴,在外围涂布一圈大液滴,从而有效解决边缘膜厚偏薄问题。
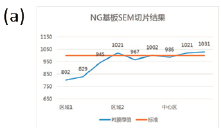
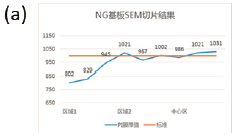
实验中,AA 区用48 ng 液滴涂布1 000 Å PI 膜厚,外围用58 ng 液滴涂布1200 Å PI 膜厚。实验结果如下图2,(a) 图为SEM 测量PI 膜厚片的位置示意图,从外围往AA 区,依次为区域1、区域2、中心区,本文其他实验条件膜厚切片与该模型一致,(b) 图表明周边显示不均的玻璃区域1 PI 膜厚858Å,中心区PI 膜厚1012Å,膜厚差异154Å,(c) 图表明PI 边缘液滴加大实验中,区域1 PI 膜厚958Å,中心区PI 膜厚1007Å,膜厚差异49Å,相对于周边显示不均玻璃膜厚差异已明显缩小。
PI 的成膜制程为:涂布前清洗→涂布→预烘烤→自动检查→主烘烤,其中预烘烤最大的作用是蒸发掉PI 溶液中的溶剂,起到初步固化效果。由2.3.3内容知,PI 溶液蒸发过程中存在Marangoni对流,溶液组分会往外边缘堆积,最后导致PI最外围形成“山峰”,而靠近AA 区边缘的PI 偏薄的状况,因此若PI 液快速蒸发,可减短Marangoni对流时间,最终达到改善PI 边缘膜偏薄的效果。
实验中,预烘烤温度采用100 ℃,总的烘烤时间124 s 不变,在PIN1 烘烤时间从8 s 缩短至2s,在PIN2烘烤时间从116 s 增加至122 s。实验结果如下图3, (a)图表明周边显示不均的玻璃区域1 PI 膜厚858Å,中心区PI 膜厚1012Å,膜厚差异154Å,(b) 图表明PI 预烘烤在PIN1 的停留缩短后,区域1 PI 膜厚917Å,中心区PI 膜厚1021Å,膜厚差异104Å,相对于周边显示不均玻璃膜厚差异明显缩小,但较PI 边缘液滴加大效果差。
PI 液涂布在玻璃上扩散流平时,流平至某些特定的程度后,PI 边缘三相接触点被钉扎住,但如受外力影响,如环境风速、搬送抖动等会导致钉扎平衡被打破,钉扎点外扩。
实验中,我们将PI 涂布后的FFU 风量从800 m3/h下降到400 m3/h。实验结果如下图4,(a) 图表明周边显示不均的玻璃区域1 PI 膜厚858Å, 中心区PI 膜厚1012Å,膜厚差异154Å,(b) 图表明PI 预烘烤在PIN1的停留缩短后,区域1 PI 膜厚907Å,中心区PI 膜厚1028Å,膜厚差异121Å,相对于周边显示不均玻璃膜厚差异变小,但是影响效果较PI 边缘液滴加大及PI 预烘烤炉快速蒸发的差。
本文介绍了PI喷墨打印工艺中周边显示不均的改善方法。讨论了周边显示不均失效的机理,即面板边缘区域PI 膜厚偏薄导致PI 膜侧链偏少,导致预倾角偏低,最后引发周边显示不均不良,而边缘PI 膜厚偏薄是由于PI 液滴的扩散、浸润、蒸发特性导致。可以从涂布设备参数、基板表面浸润性、液滴烘烤条件、基板搬运条件、PI 溶剂成分配比等方面通过抑制Marangoni 对流、指进失稳现象,进而达到减轻AA 区边缘PI 膜厚偏薄、相分离的现象。本文给出了三种有效对策:PI 边缘液滴加大、PI 液加速蒸发、PI 涂布后FFU 风量减小,其中PI 边缘液滴加大最为有效,且简单易操作,可有效应用到全部的产品设计中。
[2] 简 G.考文科,帕特里克 J.史密斯,申东用.喷墨打印微制造技术[M].汪浩,孙玉绣,等译.北京:机械工业出版社,2015:82-87.
[5] 韦昌炜. 影响TFT-LCD液晶安全范围的关键因子研究[D].广州:华南理工大学,2018.
